- 衡水S51778淬硬性&上海博虎特钢
- 周口20CrMo精密管、20CrMo回火抗力好##2024鼎盛报价
- 2025**山东潍坊寿光预应孔道压浆料<2024+排一览>
- 峨眉山移动病案架英文2024已更新/信息
- (/推荐废旧电缆回收工程电缆回收甘肃张掖
- 国标供应CEF80/SA船用船用电缆供应
- 贵阳-N06601局部硬度180.0199.2776
- 西安9SMnPb28汽车高强度钢剥皮光亮材、9SMnPb28品质保障】##2024恒鑫报价
- 湖南娄底低压电缆回收/动态光伏板组件回收
- 西安市雁塔区TR2000-E/TH2智能操控装置用途2024已更新
- 2024诚信服务#四川宜宾珙县金刚网纱窗供应
- 德州$金属S355jo冲压棒S355jo合金材料
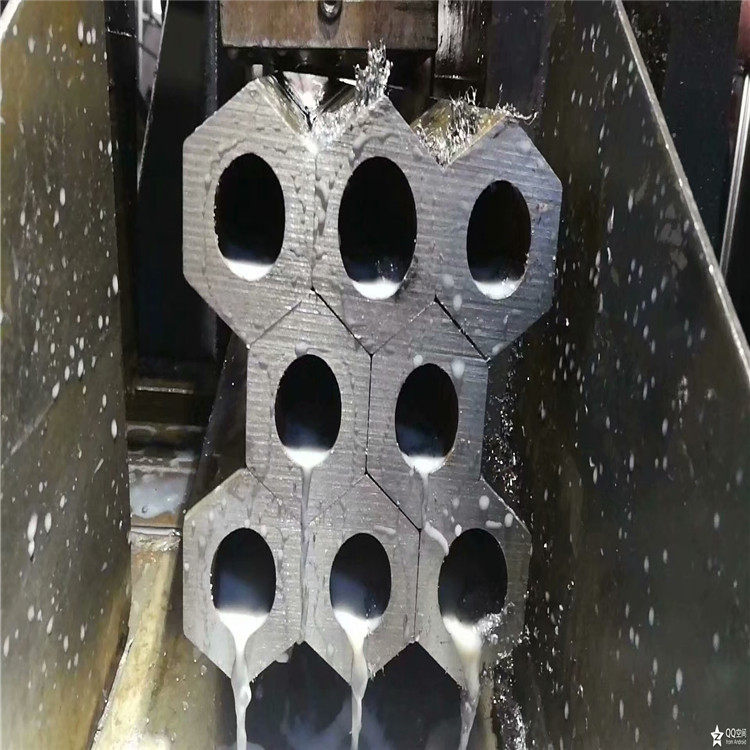
阜阳70*70镀锌六角管 汽车驾驶室用70*70镀锌六角管报价
阜阳70*70镀锌六角管 汽车驾驶室用70*70镀锌六角管报价

异型钢管是除了圆管外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同可分为等壁厚异型钢管(代号为D)、不等壁厚异型钢管(代号为BD)、变直径异型钢管(代号为BJ)。为经济断面钢管,包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件的劳动生产率。其广泛应用于、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉等方面.
异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。
异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。
异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地和创造新的设备与工艺。

山东异型钢管厂家是否真的能够切割呢?是肯定的,铝材、铜材当然能用激光切割机了。
山东异型钢管厂家无惧厚板,准确,高质量低损耗,充分提升产能。因为需求比较广,对于随着国民经济的发展,对于不锈钢的需求渐渐增大,其中要数不锈钢异型钢管的市场前景较为突出。而且在产品的数量方面,现在都始使用一些工业用的不锈钢异型管,其是高要求的工业用管基本是空白,普通不锈钢管的产量与市场总体需求平衡。
普通的认为合适而使用平常的闭合式仓房,即有房顶有围墙,户牑严紧,设有通风装置的仓房,仓房要求常常维持相宜的储存背景,晴天注意通风,雨天注意关闭防潮,六角钢管也称异型钢管。
山东异型钢管厂家 的设备是生产的机械,更能创造价值和利益。所以,选择一台 的激光切割机在生产中至关重要。有较大的抗弯抗扭能力, 可以大大减轻结构重量,节约钢材。由于纯铝圆管的特况,其材质及硬度、截面的原因,同时还要考虑长度的情况,纯铝圆管不适合长距离频繁搬运,因为这样很容易造成弯曲磕碰伤,所以对于纯铝管的保管采用就近保管的原则。同时对于装卸问题配备了专用的运载工具:9米厂的托板,该板表面用胶皮覆盖,防止铝管磨伤,同时防止弯曲。
山东异型钢管厂家如果激光切割机的电压市场不稳定,请给电源加稳压器。钢管的原料是钢管坯料,管坯要经过切割机的切割成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯呗送入熔炉内加热,温度大约1200℃。炉内温度控制是关键性的问题。圆管坯出炉后要经过压力穿孔机进行穿孔。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。对支架的要求较高。

异型钢管六种表面缺陷及预防措施:
1.折叠、异型钢管沿轧制方向局部长或连续近似裂纹的缺陷一般是线型的。这是由于半成品耳、轧制后严重划伤或轧制后,当边部和角部不能扩展时不能扩展的。
预防措施:合理控制半成品尺寸,在生产过程中应检查辊缝两侧是否有耳及过辊现象,并注意观察轧制件的运行状况。
2.疤痕:异型管的表面是舌状或指甲状疤痕,大小不均匀,厚度不均匀,形状不规则,疤痕下通常有氧化铁,隆起的疤痕也称为翘曲皮肤。造成这种情况的原因如下:钢坯有疤痕、厚皮、夹杂物等缺陷;半成品有局部凸起;孔型切割或砂眼;孔印或焊接疤痕差;轧制件在孔道中打滑;外部金属轧制到轧件表面;半成品被外部物品划伤等等。
防止措施:不合格的钢坯不得进入炉内;孔型采用划痕或焊接伤痕时,雕刻和焊接标志的形状和高度应光滑光滑;加强轧辊质量检查;合理的孔型设计;严禁低温黑头钢轧制;经常检查孔型磨损,及时倒置孔型,异型钢管运输设备及运行场所应整洁光滑。
3.坑.表面有局部周期性或不规则凹面缺陷,原因是轧制孔型有凸起或者附着在氧化铁皮上,异型钢管表面脱落,无根部疤痕,轧制脱落后用孔型代替异形金属制品。
预防措施:孔道冷却水清洁,水量充足,异型管坯质量合格,生产环境无杂物。
4.裂缝:钢坯或异型钢管表面有不同的深度和散乱的细纹,通常沿轧制方向排到不均匀,这是由于轧制后产生的皮下气泡,表面孔隙,非金属夹杂物,加热温度不均匀,钢材温度低或冷却不当造成的,
预防措施:炼钢要好钢水的冶炼和唾弃,降低出钢温度,采用保护浇注避免二次氧化,轧钢应合理控制炉温和冷却温度。
5.耳子:局部连续突出状态是由于辊缝两侧或轧制方向一侧过充造成的,形成的原因是:成品前孔轧制件较大;进口导轨偏松,轧制件不正确;轧辊轴向运动;加热不均匀或温度过低;成品孔型磨损产生台阶凸出。
预防措施:合理控制加热炉温度和半成品尺寸,严格调整导向装置,提高异性轧管机预压精度;正好定量倒孔型。
6.刮痕:异型钢管表面有局部或断续的槽痕,通常呈直线或弧形。原因:进口和出口导轨不当或轧制设备刮擦;轧制件产生不利凹槽。 预防措施:正确、、使用进出口指导设施;滚动设备和操作场所应整洁流畅。
阜阳70*70镀锌六角管这一点早已为a.f.塔加尔特的《选矿手册》所收集总结。笔者的工业试验也证明这一点。若干工业试验证明,球径由过大调整为后,钢球单耗可降低1%~2%。影响电耗高低。当球的装载量不变时,小球的电耗也比大球的低。这一点在均有人研究过,有的专着列出每吨钢球需要输入的功率KWb为:式中D—磨机有效直径,m;VP—球荷充填率,%;CS—磨机转速率,%;SS—钢球直径大小系数,其值为:B为球径,mm。于NSC准则的极限加载分析NSC准则是用来分析含缺陷压力管道失效极限载荷的估算方法或判据,因其概念明确、形式简单而成为上各主要管道缺陷评定规范的主要方法依据[8]。由Kanninen等人提出的净截面垮塌失效准则_9认为,管线发生泄漏和破裂的应力作为在断裂始和载荷时临界净应力。当管线达到垮失效时,其结构上的净截面应力等同于管线的流变应力。为了保守估算,缺陷的走向处于径向平面上,这一径向截面与弯矩的平面是一致的,由弯矩的平衡关系可确定含缺陷管的失效极限载荷。