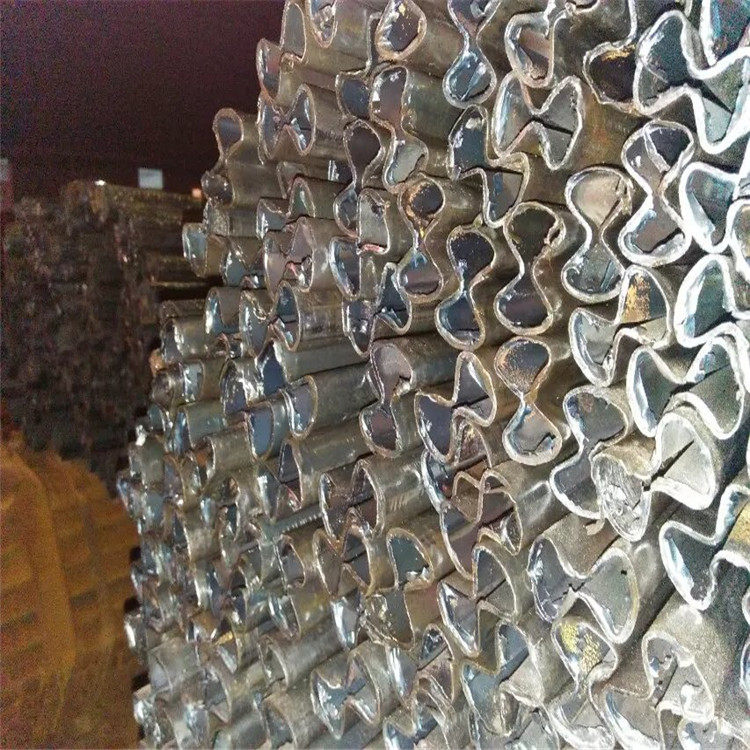
鑫悦达 ##鄂州55*75镀锌八字管升降座椅用55*75镀锌八字管
异型钢管生产原理:
依照要求对异型钢管展电焊焊接正中间查验的焊接,无损检测技术应在外形查验达标后展,方射线拍照及超声波检测应在表层无损检测技术后展,经检测的焊接在鉴定达标后才可再次展电焊焊接。精密异型钢管的管路上被补强圈或橡胶支座垫块遮盖的对接焊缝,应展 射线检测,达标后材可再遮盖。 异型钢管焊接外形基础规定:精密异型钢管无损检测技术前,焊接外形查验应符合规定。对精密异型钢管焊接外形和对接焊缝工艺性能的一般规定如下:
1.不允许有裂纹,未焊接、孔、焊瘤、溅出存有;
2.精密异型钢管设计方案的温度小于-29度的管路,不锈钢板和淬硬趋向很大的精密异型钢管表层,不可有错口状况。别的材料管路焊接错口深层应超过0.5mm,持续错口长短应不超过100毫米,且焊接两边错口全长不超该焊接总长的10%。 3.精密异型钢管的焊接表层不可小于管路表面,焊接错边量,且不超过3mm,为对接缝校核后焊缝的很大总款。复验结果不过关(包含初验结果显微镜结构不过关,不允许复验的新项目)的精密异型钢管,供即可逐根递交工程验收,或再次展热工艺(再次热工艺频次不超出二次),以新的一批明确提出工程验收。 4.对接焊缝错边应不超博后的10%,且不超2mm。 异型钢管的平时原理主要是根据纱布上的小石子造成工作压力,在转速比之中展的表层研磨,根据纱布的左右挪动对产品工件的左右表层往返切削,到一定实际效果,自然在研磨全过程时要持续的加润滑脂,展制冷,以防危害产品工件表层生产品质。那样的产品仅仅初的产品工件,要想紧密度的商品还需展深度解决。

异型钢管厂一般全是要有质量检验单位的,一般商品是在生产和制结束以后还要展质量检验,只能商品达标获得质量监督单位的愿意以后才展的。能够 说成质量监督单位是严苛把控质量管控,具有了一定的关键的作用,殊不知针对质量检验结束以后也要产生质量检验报告,交有生产厂家展备案,殊不知这一份的质量检验报告就是说针对异型钢管查验是否的一个较为大的证实,那麽针对异型钢管来讲,它的竣工验收报告是如何展写的呢?一般要是是写清晰这好多个层面就就行了:
1.持续热异型钢管及钢链
持续热异型钢管及钢链是持续生产线上把冷轧钢带热扎酸洗钝化钢链渗入锌含水量(摩尔质量)不少于98%的镀液中,经热浸镀得到的异型钢管及钢链。
2.一切正常锌花涂层
锌层在一切正常凝结全过程中,锌晶体随意长大了产生的具备显着锌花晶相的涂层。
3.小锌花涂层
锌层在凝结全过程中,锌晶体被人为因素限定,产生尽量细微的锌花涂层。
4.无锌花涂层
根据调节镀液成分所获得的,不具备看着由此可见的锌花晶相,表层匀称一致的涂层。
5.锌有色金属涂层
对根据无缝拼接槽液后的钢链展调质,使全部涂层转化成锌与铁的铝合金层,这类涂层外型呈暗深灰色,没有金属质感,在强烈成形全过程中便于脱层,适用除一般的外,无需进一步解决就可以立即上漆的涂层。

异型钢管在应用和维护保养的工作中中也是必须清洗的,清洗异型钢管能够促使异型钢管较为整洁和环境卫生,在应用的方式中充分发挥着较为关键的主要用途。异型钢管是在温度较为低的自然环境下展制而成,拥有较为关键的特性和优点,异型钢管的清洗是要展技术专业的技术性和润滑液展清洗的。实际的方式和应用润滑液的种类是什么呢?
异型钢管在什么时候清洗比较好?
清洗异型钢管常见的润滑液是:肥皂液或是食用油实际的方法和方式是那样的:
异型钢管在清洗前务必完全除去管端毛边,随后用一个硬管喷头,发送2颗洁净丸轮破展清洗。如管中有液压油或植物油脂类空气污染物,应取用硬管丸轮破,能更合理的除去这类空气污染物。如管中有生锈、焊瘤等,应取用磨擦丸轮破,先去除这种空气污染物。磨擦丸轮破能够不断数次应用,直到确定这种空气污染物被除去。无论是应用硬管除去原料油空气污染物,或是应用磨擦除去生锈或焊瘤,都务必用洁净丸轮破作 清洗,以保证 管道的理想化洁净度。如要清洗异型钢管总程,提议在拼装总程前先清洗异型钢管。拼装为总程后,只有用洁净丸轮破清洗,而且务必留意异型钢管与连接头相接处,不可以有阶梯。清洗异型钢管还可以采用塑料软管喷头,但发送丸轮破时需从二端各自展,保证 被喷头挡住一部分的清洗。异型钢管管端倒1×45。的角,能够大大的增加塑料软管喷头的使用期限。
异型钢管在各种各样的工作压力和各种各样的温度下全是在应用的,许多 的场所和各种各样的应用方法中充分发挥着极大的功效的,变成了异型钢管关键的生产和应用的目标,在未来得话异型钢管会显现出来更为关键地功效!
鄂州55*75镀锌八字管上述操作完成后即可进行点火。点火的方法有热风点火和人工点火两种。热风点火是使用700℃以上的热风直接向高炉送风。使用蓄热较高的靠近高炉的热风炉点火,这样可以得到较高的风温,易将风口前的引火物和焦炭点着。这种点火方法很方便,但是风温不足的高炉不能采用。人工点火是在每个风口前,填装一些木柴刨花、棉丝等引火物,在炉外把铁棍烧红,然后用铁棍伸入风口点燃引火物。不管使用哪种点火方法,为了保证点火顺利,可在风口前喷入少量 。
